Выдув ПЭТ тары – технология, оборудование и используемые материалы

С момента появления на рынке коммерческой тары первых партий бутылок из полиэтилентерефталата прошло уже более 40 лет. За это время дешевая и удобная ПЭТ тара практически вытеснила стекло на линиях розлива минеральной воды, кваса и сладких безалкогольных напитков, растительного масла и большей части объемов производства пива. Выдув ПЭТ тары давно перестал быть исключительным видом деятельности специализированных предприятий.
Сегодня производитель напитков может приобрести и установить на своих площадях высокопроизводительную линию выдува ПЭТ тары, напрямую соединив ее с автоматизированным оборудованием розлива. Такой подход позволяет существенно снизить себестоимость продукции, избежать расходов на внутризаводские перевозки и складирование пустой тары, рациональнее использовать складские помещения.
Технология производства ПЭТ тары отработана до тонкостей, и позволяет с высокой скоростью изготавливать емкости объемом от 0,01 до 30 литров, менять цвет и совершенствовать дизайн. Это двухстадийный процесс, на первом этапе которого изготавливаются ПЭТ преформы – миниатюрные заготовки будущих бутылок. На втором выполняется окончательный
Преформа как ключевое звено технологии выдува ПЭТ тары
Изготовление преформ – сложный процесс, требующий постоянного контроля поступающего сырья и параметров технологического процесса. Преформа – это ПЭТ бутылка в миниатюре, оснащенная готовым горлышком с резьбой и специальным технологическим кольцом. Остальная часть будущей бутылки почти не выдувается и остается в состоянии заготовки. Изготавливают преформы в многоячеечных формах – до полутора сотен за один цикл.
Для удобства производителей выпускаются машины, в которых только что сформованные преформы тут же выдуваются в готовую тару. Такой процесс выдува и соответствующее ему оборудование называют одностадийным. В эти машины загружают гранулы полиэтилентерефталата и на выходе получают ПЭТ бутылки. Другой, альтернативный способ выдува тары – двухстадийный: преформы и готовые бутылки изготавливают в различных машинах.
Двухстадийная схема оставляет производителю напитков возможность структурного и технологического маневра. На стадии создания предприятия достаточно купить машины только для конечного выдува, а преформы можно в любых количествах закупать у сторонних поставщиков. Данный подход имеет несколько преимуществ:
- Отпадает необходимость заниматься сложной переналадкой оборудования при смене ассортимента продукции. Например, если понадобятся более тяжелые преформы для газированных напитков, или, наоборот — более легкие для «спокойных» жидкостей.
- Изготовление преформ — сложный технологический процесс, результат которого зависим от качества и влажности сырья. Приобретая необходимый объем заготовок на стороне, производитель без дополнительных затрат добивается стабильности и необходимого качества продукции.
- При возникновении необходимости производитель напитков приобретет машины для изготовления преформ и обеспечит загрузку имеющегося выдувного оборудования заготовками собственного производства.
Основные этапы выдува ПЭТ тары
Технологический процесс выдува бутылок из полиэтилентерефталата состоит из нескольких этапов, которые показательно рассмотреть на примере работы выдувной машины линейного типа:
1.Загрузка преформ из бункера, ориентирование, захват, автоматический контроль пригодности, подача на механизм узла нагрева.
2.Разогрев до заданной температуры при проходе преформы через печь нагрева. Равномерный прогрев преформы со всех сторон обеспечивается за счет вращательного движения заготовок вокруг своей оси.
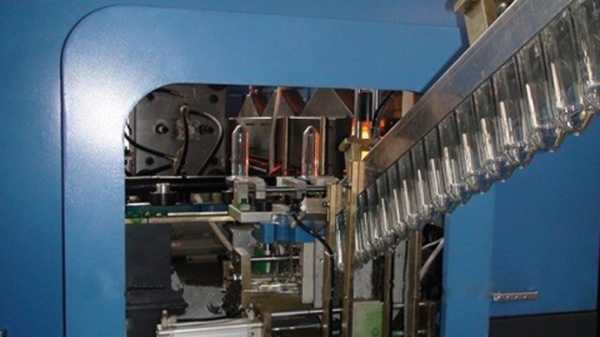
3.Окончательный выдув и вытягивание. После печи разогрева манипуляторы передают преформы в отделение выдува. Здесь разогретые заготовки группами по нескольку штук, количество которых зависит от конструкции машины, одновременно подаются в открытую составную пресформу в силовой установке. Как только преформы займут свои места в «гнездах», пресс-форма закрывается, и вытяжной металлический шток, вставленный в каждую заготовку, вытягивает ее в вертикальной плоскости. Одновременно внутрь преформы под давлением до 18 бар подают воздух. Заготовка увеличивается в размерах, и, чтобы завершить процесс выдува, давление воздуха увеличивают до 40 бар. Раздутая бутылка занимает весь внутренний объем своей ячейки. За счет соприкосновения с холодным металлом ее стенки охлаждаются и становятся жесткими. Пресс-форма сдвигается, открывается, и манипулятор выносит готовые бутылки. После чего весь цикл многократно повторяется.
Современное оборудование для производства ПЭТ тары
Кропоткинский завод МиССП выпускает оборудование для выдува ПЭТ тары с 1998 года. Линейка автоматов выдува, включает машины с производительностью от 2 до 12 тысяч бутылок в час. В рекордсмене скорости – автомате выдува ПЭТ тары А-8000-12 используются две четырехместные пресс-формы, с каждого из гнезд которых в час выходит 1500 готовых ПЭТ бутылок. Машина гибко перестраивается в диапазоне объемов от 0,25 до 2,0 литра. Это надежное и эффективное промышленное оборудование, стоимость которого значительно ниже цены импортных автоматов выдува со сходными техническими характеристиками.
www.missp.ru
выдувание, охлаждение и немного волшебства
При этом сжигание ее абсолютно нецелесообразно, хотя при этом и не выделяются диоксины (так как ПЭТ не содержит хлора). Просто на сжигание уходит много энергии и ценного полимера. А ПЭТ-упаковка может быть переработана на 100%. Также полностью подлежит переработке лишь алюминиевая банка. Стеклянная бутылка – только на 80%, а бумажная и картонная тара – на 50%. Российские перерабатывающие предприятия сегодня способны перерабатывать до 160 тыс. тонн или до 30% всех использованных ПЭТ-бутылок. За последние десять лет количество этих предприятий увеличилось с одного до тридцати.ПЭТ-бутылки утилизируются также, как и другой пластик. Их собирают и переплавляют. Из вторичного ПЭТ делают флекс или пеллеты. Из флекса производят щетину для щеток уборочных машин и автомобильных моек, упаковочную ленту, пленку, черепицу, тротуарную плитку. А из пеллет — наполнитель для спальных мешков и геосетки для дорог.
Пяти двухлитровых бутылок достаточно для производства волокна для большой спортивной майки, двадцати — для утеплителя зимней куртки, если добавить к ним еще пять — можно сделать отличный свитер, тридцати пяти хватит на утеплитель спального мешка, а из шестидесяти получится 1 кв. метр коврового покрытия. При этом переработка пластиковых бутылок экономит 50-60% энергии, которая бы понадобилась для производства продукта из новых материалов.
Существует и химическая переработка ПЭТа, основанная на его разложении на исходные составляющие. Исследования показали, что разлагать ПЭТ на терефталевую кислоту и этиленгликоль способны также бактерии Ideonella sakaiensis 201-F6.
Использованные ПЭТ-бутылки можно пустить и на производство тех же бутылок. Но сегодня в России есть только два завода, которые этим занимаются. Один расположен в Солнечногорске, второй – на Урале. Здесь старые бутылки собирают, сортируют по цветам, моют, дробят и перерабатывают, расплавляя и получая тот же ПЭТФ-гранулят, только окрашенный.
Нередко пустые ПЭТ-бутылки пригождаются в хозяйстве. Из них делают скворечники, воронки, горшочки для рассады, используют в качестве пугала в огороде или как водонепроницаемые колпаки для верхушек столбов. В некоторых африканских странах из них делают сандалии, а в Индонезии — стабилизаторы, придающие рыбацким лодкам большую устойчивость.
Теперь мы видим, как всевозможные ПЭТ-страшилки легко капитулируют перед фактами. Поскольку они лишь очередной способ борьбы за внимание потребителей. Ведь все мы люди, и стоит нас как следует, пусть и бездоказательно, напугать, как мы начинаем опасаться всего вокруг, особо не вникая в суть вопроса. При этом даже СМИ в последнее время оставили свои нападки на ПЭТ, видимо, чувствуя несостоятельность аргументации лоббистов его запрета. Но полностью закрыть спор по поводу ПЭТа, нам кажется, под силу только ученым, с которыми «Санкт-Петербург.ру» планирует встретиться в ближайшее время. Правда, это уже тема для следующего материала.
plast.guru
особенности технологии и выбора оборудования
Исходное сырье и его свойства
В качестве сырья для производства ПЭТ-тары, в том числе и бутылок используется полиэтилентерефталат в гранулированном виде. Если не нарушена технология расплавки и последующего после формирования тары охлаждения, бутылки из такого материала получаются прочными, достаточно (для выполнения их функций) жесткими. Они не теряют цвет, который кроме декоративности играет также защитную роль, предотвращая негативное воздействие света на содержимое тары.
Технологический процесс выдува ПЭТ
Основная часть технологии реализуется на термопластавтомате, куда устанавливаются разогретые до определенной температуры преформы (визуально в этот момент они похожи на пластичные пробирки). Выдув ПЭТ в общих чертах напоминает создание мыльных пузырей – под высоким давлением сжатый воздух «расправляет» податливый после нагрева материал, а соответствие заданной конфигурации обеспечивают стенки формы.
Важнейший момент – правильная подача сжатого воздуха, при которой давление будет одинаковым в каждой из точек. При выполнении этого условия полученная тара будет правильной формы, а толщина стенок – соответствующей требованиям.
Необходимое оснащение производственных линий
Выдув ПЭТ может производиться на различном оборудовании. Причем основной агрегат выбирается в зависимости от необходимого количества экземпляров тары и других условий, а вспомогательное – в соответствии с типом основной машины и особенностями технологического процесса.
- Для крупного производства рекомендуют выбирать двухфазную технологию, при которой разогрев пресс-форм производится отдельно, они поступают на выдув уже в подготовленном виде.
- Для небольшого объема можно ограничиться однофазным процессом, при котором разогрев и выдув производятся на одной машине.
Основная техника
Кроме указанных выше отличий термопласт-машины разделяются на две основные категории в зависимости от того, насколько автоматизирован на них процесс производства.
- Полуавтоматы нуждаются в загрузке и разгрузке, для этого требуется непосредственное участие обслуживающего персонала.
- На полных автоматах вся технология выполняется и контролируется в автоматическом режиме. В частности, разогретые пресс-формы подаются по специальному конвейерному каналу с высокой температурой, благодаря чему исключается остывание заготовок.
Видео работы автомата выдува ПЭТ
Видео работы полуавтомата выдува ПЭТ
К тому же автоматы и полуавтоматы отличаются производительностью – порядка 12000 и 700 бутылок в час соответственно.
Вспомогательное оборудование
Если планируется двухфазное производство, кроме термопласт-машины потребуется специальная печь для разогрева преформ. Заготовки в такой печи равномерно на конвейере перемещаются, поворачиваясь при этом. Такой способ обеспечивает качественное равномерное повышение температуры.
- оборудование для розлива жидкостей и последующей укупорки тары,
- техника для этикетирования бутылок,
- автоматизированные линии упаковки и транспортировки готовой продукции.
Практика показывает, что инвестиции в приобретение оборудования для выдува ПЭТ-тары при условии правильного выбора комплектации быстро окупаются, а современное оснащение производства повышает производительность труда и обеспечивает соответствие продукции санитарным нормам.
www.missp.ru
Управление процессом выдува ПЭТ-бутылок. Технологический процесс
Современное оборудование для выпуска ПЭТ-тары работает на основе преформ. Вначале происходит их равномерный разогрев, после чего уже осуществляется непосредственный выдув.
Перед тем как выполнять разогрев, преформы проходят предварительный этап, на котором происходи их сортировка и ориентирование. В большинстве случаев они устанавливаются положением горлышко вверх. Далее преформы перемещаются в питатель, где отсеивается брак.
Равномерный прогрев преформ выполняется при помощи инфракрасных ламп, проходя по ленте перед которыми, преформы вращаются вокруг своей оси.
Для выдува ПЭТ-бутылок используют специальные формы, в которых разогретые преформы растягиваются штоками, а затем в них подается сжатый воздух под давлением около 40 бар.
Технология выдува ПЭТ-бутылок основана на свойствах полиэтилентерефталата, обуславливающих то, что при высоком давлении повышается термостойкость, а также газонепроницаемость.
После выполнения операции выдува, бутылки охлаждаются, и из пресс-формы попадает на транспортер, по которому она перемещается на линию розлива и упаковки.
Одним из главных недостатков любой ПЭТ-тары является низкие барьерные характеристики, в результате чего в бутылку попадает ультрафиолет и кислород, а из нее выходит углекислота, снижая, тем самым, свойства и срок хранения продукции.
Поэтому, современное оборудование по выпуску ПЭТ-тары, должно быть ориентировано на максимальное повышение газо- и светонепроницаемости.
Для этого применяются различные технологии, наиболее популярными из которых, на сегодняшний день, являются использование многослойной структуры, а также нанесение специального защитного слоя, так называемого «барьера».
Пэт-тара, произведенная по многослойной технологии, состоит из нескольких прослоек полиэтилентерефталата, между которыми находится специальный полимер, такой, например, как нейлон, который может быть активным или пассивным барьером. В первом случае слой полимера поглощает кислород, а, во втором, не пропускает сквозь себя лучи ультрафиолета.
Главным недостатком многослойной технологии производства ПЭТ-тары является высокая конечная стоимость продукции.
Напыление барьерного слоя на поверхность ПЭТ-тары также является весьма трудоемким и дорогостоящим технологическим процессом, для которого потребуется специальное оборудование, стоимостью более миллиона долларов США, что и делает данный способ выпуска ПЭТ-тары не слишком распространенным на сегодняшний день. [1]
Автоматическая система управления выдувом ПЭТ-бутылок.
Автоматическое управление широко применяется во многих технических и биотехнических системах для выполнения операций, не осуществимых человеком в связи с необходимостью переработки большого количества информации в ограниченное время, для повышения производительности труда, качества и точности регулирования, освобождения человека от управления системами, функционирующими в условиях относительной недоступности или опасных для здоровья. Цель управления тем или иным образом связывается с изменением во времени регулируемой (управляемой) величины — выходной величины управляемого объекта. Для осуществления цели управления, с учётом особенностей управляемых объектов различной природы и специфики отдельных классов систем, организуется воздействие на управляющие органы объекта — управляющее воздействие. Оно предназначено также для компенсации эффекта внешних возмущающих воздействий, стремящихся нарушить требуемое поведение регулируемой величины. Управляющее воздействие вырабатывается устройством управления (УУ). Совокупность взаимодействующих управляющего устройства и управляемого объекта образует систему автоматического управления. [1]
Управление процессом выдува ПЭТ-бутылок ранее было построено на релейной автоматике, а регулирование температуры осуществлялось переменным резистором. Такой уровень управления не обеспечивал надлежащего качества и не выпуска обходимого объема продукции, тормозил расширение производственных мощностей, значительно усложнялись наладочные работы при смене типа выдуваемой бутылки. Поэтому модернизация системы управления выдувной машиной стала неотложной задачей с особым вниманием к точности соблюдения температуры.
Учитывая сложность процесса управления движением преформ, их замыканием-размыканием, включением-выключением клапанов, точностью регулировки температуры и выполнением множества мелких операций, было решено построить систему управления на базе программируемого логического контроллера ОВЕН ПЛК100-24.Р-L. Требуемую точность температуры в данном случае обеспечивает функциональный блок ПИД-регулятор с автонастройкой. Автонастройка ПИД-регулятора происходит при каждом включении выдувной машины, т. к. величина температуры варьируется в определенном интервале и зависит и от конкретных заготовок, и от их формы, поддержка нужной температуры очень важно для качественного выдува ПЭТ-бутылок. Автонастройку можно запустить в любое время с операторской графической панели. Она же служит для задания параметров управления и отображения аварийных ситуаций.
В процессе отладки проекта выяснилось, что реализация ПИД-регулирования в каждой из шести зон, связанных между собой, оказалась неэффективной. Поэтому температура контролируется в одной зоне — ведущей. В остальных зонах распределяется от 0 до 100 % мощности. Величина мощности, распределяемая по зонам, также устанавливается на операторской панели.
Нагрев в зонах осуществляется лампами КГЦ, по 2200 Вт на зону. Для большей долговечности лампы во время работы должны быть всегда включены, поэтому управление лампами методом «перехода через ноль» не подходило. Для решения этой проблемы решено было использовать модуль МВУ-У с унифицированным сигналом (0…10 В) с шестью модулями МРМ3-60-8, которые обеспечивают управление 60-амперной нагрузкой фазовым методом. Управление модулем МРМ3-60-8 осуществляется сигналом напряжения 0…5 В: при пяти вольтах на входе нагрузка отключена, а при нуле — на нее передается 100 % мощности. Для питания входных цепей модулей МРМ3-60-8 используется блок питания БП15Б-Д2-5. Согласование сигналов МВУ-У и МРМ3-60-8 обеспечивает программа контроллера. Управление исполнительными органами осуществляется посредством модуля вывода ОВЕН МВУ8-У. [3]
Предполагается, что в результате использования данной системы управления выдувом ПЭТ-бутылок удастся резко снизить процент производственного брака, а также значительно упростить наладочные работы при смене типа выдуваемой бутылки. Таким образом, будут сокращены простои оборудования и снизятся затраты на закупку преформ и на электроэнергию. Все это даст ощутимый экономический эффект.
Литература:
- http://standart-plus.ru/vyiduv-pet-butyilok/
- http://onmcso.narod.ru/cay/
- http://www.owen.ru/63449094
moluch.ru
Автомат производства ПЭТ бутылок
Разнообразие напитков на рынке, новинки химической промышленности требовали кардинально нового подхода к производству тары. Таким образом, в 1977 году впервые на мировом рынке появляется ПЭТ-тара. Аббревиатура ПЭТ содержит в себе длинное научное название синтетического полимера полиэтилентерефталата.
Специалисты пророчат ПЭТ-таре большое будущее. Уже сейчас во всем мире полиэтиленовая тара занимает значительную долю рынка и объемы только наращиваются. Бутылки из полиэтилентерефталата имеют массу преимуществ перед своими стеклянными и алюминиевыми «собратьями». Такие емкости легкие, экологически безопасные и прочные. А самое главное – наладить производство ПЭТ-тары дешевле и проще, чем производство алюминиевых банок и стеклянных бутылок.
Как еще больше сэкономить на организации производства ПЭТ-тары? Для этого есть эффективное решение, о котором Вы узнаете ниже.
ПЭТ – необходимость на российском рынке
Питьевая вода, газированные напитки, пиво, соки, молочная продукция, моторные масла, шампуни и многое другое разливается в ПЭТ-тару емкостью от 0,2 до 6 литров. Во всем мире пластиковые бутылки завоевали прочное место на рынке. В виду ряда объективных причин активное развитие ПЭТ-тары в России стало наблюдаться только в последние 7-8 лет. Заметно улучшается качество за счет внедряемых современных технологий при производстве пластиковой тары.
Первыми, кто стал активно использовать ПЭТ-тару для упаковки своей продукции, стали производители растительного масла. Когда на эту тару обратили внимание пивовары, на рынке стали появляться коричневые пластиковые бутылки емкостью до 2,25 литров. Доля пива в пластиковых бутылках на современном рынке составляет более 30%, и эта цифра постоянно растет.
А потребители минеральной и питьевой воды давно отдали предпочтение пластиковой таре, что подтверждают многочисленные исследования покупательских предпочтений. Пластиковые бутылки различной емкости с питьевой водой можно увидеть в офисах, домах и квартирах. Вода в пластиковой таре – это удобно и практично. К тому же – недорого. У ПЭТ-тары явно есть перспективы.
Перспективы и тенденции ПЭТ-тары на рынке
ПЭТ-бутылка уже сейчас уверенно лидирует на рынке бутилированной воды. Несмотря на то, что стеклянная тара является оборачиваемой, она заметно сдает позиции. Маркетинговые стратегии подавляющего количества производителей вынуждают их использовать в производственном цикле пластиковую тару. Данные исследований показывают убедительный рост доли ПЭТ-тары на российском рынке. Так, в Москве за прошедший год доля минеральной воды с газом в пластиковой таре возросла до 65%.
Вполне очевидно, что ПЭТ-тара имеет огромные перспективы с большим запасом для развития. И вполне справедливо, что Вы заинтересовались производством ПЭТ. Мы предлагаем комплексное решение по организации лини выдува ПЭТ-тары.
Приглашаем к взаимовыгодному сотрудничеству дилеров по РФ и территории СНГ представлять наши интересы.
Для того чтобы обсудить условия взаимовыгодного сотрудничества обращайтесь по телефонам:
тел.факс 8 (49244) 2-84-27, 8 (903) 725-20-61, 8 (920) 902-33-92
- НАШИ ОФИЦИАЛЬНЫЕ ДИЛЛЕРЫ
- «Принципы» (г. Москва)
- «Урал Упак Инжиниринг» (г. Уфа)
- «Метагрупп» (г. Новосибирск)
- «Новотех» (г. Москва)
- «СРЧ-Вече» (г. Казань)
- «Таурас- Феникс» (г. Санкт-Петербург)
- «Сибирские напитки» (г. Красноярск)
- «Эленги-С» (г. Москва)
- «ГольфстримИнжинеринг» (г.Уфа)
- «Даки Нип» (г.Нижний Новгород)
- «Орёл-Упак» (г.Орёл)
- «Аэростар» (г.Минск)
- «Коллаж» (г.Казань)
- «Орёл-Ойл» (г.Орел)
- макеты бутылок
zlv33.ru
Технология производства ПЭТ бутылки — ЭКО-процессинг
Одно из основных преимуществ ПЭТ-тары — это та простота, с которой производитель напитков может смонтировать линию по изготовлению ПЭТ-тары прямо на своем предприятии, а такой путь существенно
удешевляет тару и, соответственно, весьма привлекателен для производителей пива и напитков. С полностью автоматизированной линии по выпуску бутылок последние поступают непосредственно на линию
розлива. Таким образом, не требуется дополнительных затрат и площадей для складирования и транспортировки, а производитель получает возможность самостоятельно определять параметры тары
(стандартный объем обычно — от 0,5 до 3 л) и разрабатывать ее дизайн. Поскольку ПЭТ-бутылки очень легки и не бьются, им не требуются ящики. Их вполне достаточно упаковать в полиэтиленовую пленку
с картонным поддоном или даже без него. Этот фактор ведет к дальнейшей экономии на упаковочных материалах, очистке тары (ящиков), транспортировке и т.д. Размеры ПЭТ-бутылок постоянно
увеличиваются. Бутылки, предназначенные для воды и растительного масла, в наши дни зачастую достигают емкости 10 или даже 20 л.
ПЭТ-бутылки производятся с помощью процесса, известного как формовка внутренним надуванием (injection stretch blow moulding, ISBM). Процесс этот стал объектом многочисленных корректировок и
улучшений и, таким образом, в настоящее время он прекрасно изучен, понятен и хорошо контролируем.
ISBM — это двуступенчатый процесс, включающий изготовление «матрицы», то есть преформы, с виду напоминающей тонкую стеклянную пробирку (фаза 1). Затем преформа размягчается путем нагревания и с помощью внутреннего наддува воздуха из нее изготовляется полноразмерная бутылка (фаза 2). Горлышку бутылки окончательный вид придается еще на стадии изготовления преформы. Собственно, в дальнейшем выдувается только тулово бутылки. Особенность всех ПЭТ-бутылок — кольцо на горлышке. Оно находится на горлышке преформы, располагаясь несколько ниже резьбы. Оно позволяет механически захватывать и перемещать преформу к месту окончательного выдува, а также облегчает транспортировку готовой бутылки.
Преформы изготавливаются с помощью многоячеечного оборудования, способного за один цикл выдува изготавливать до 144 преформ. На рынке представлены разновидности преформ с различным размером горлышка. Наибольшей популярностью у производителей напитков пользуются бутылки с размером горлышка 28 мм., впрочем, выпускаются и образцы с большим размером горлышка или с горлышком, предназначенным для укупорки кронен-пробкой. Вес материала преформы определяется в основном конечной емкостью готовой бутылки, которая будет изготовлена из данной преформы, а также толщиной стенок бутылки. Уже в течение нескольких лет производятся цветные преформы, в основном коричневые, зеленые и голубые. Производители красителей и добавок в наши дни предлагают весьма широкий спектр цветов, причем красители специально разработаны для ПЭТ.
Для изготовления ПЭТ-тары имеется два типа оборудования, а именно однофазное и двухфазное. В однофазном процессе преформа изготавливается из гранул полиэтилентерефталата в той же машине, в
которой в дальнейшем из нее выдувается готовая бутылка. Собственно говоря, в таком случае обе фазы изготовления бутылки совмещаются в одном оборудовании, так что преформы зачастую поступают на
конечный выдув еще теплыми
В двухфазном процессе преформа изготавливается на одной машине и лишь затем транспортируется для выдува бутылки на другую, отвечающую за вторую ступень процесса, или помещается на склад, где и хранится, пока не будет востребована. Это иногда имеет смысл, поскольку преформа занимает места примерно в 12 раз меньше, чем готовая бутылка, а кроме того, необходимо учитывать, что одна и та же преформа может быть использована для производства разных бутылок. Поскольку вторая стадия двухфазного процесса значительно короче первой, то в таком варианте возможно добиться очень высокой производительности оборудования, выпускающего конечную продукцию, если только соответствующих преформ будет в достатке. Обычно одна машина производит 1200-1400 бутылок в час.
Производительность оборудования зависит от числа выдувных ячеек в той или иной машине, а также от времени рабочего цикла, которое в свою очередь определяется толщиной стенок преформы и временем ее остывания.
Производитель напитков, решивший остановиться на двухфазном процессе изготовления ПЭТ-бутылок, может и производить преформы самостоятельно, и покупать их на стороне. Второй вариант придает производителю большую гибкость на начальной стадии производства, а также избавляет его от необходимости контолировать качество сырья, следить за тем, достаточно ли оно сухое и, соответственно, пригодно ли для применения. Покупка преформ также позволяет варьировать их типы, вес и т.п. без дополнительных затрат времени и средств на замену недешевых ячеек для выдува. Смена продукции облегчается — фактор, который с учетом значительных объемов производства становится весьма существенных для многих производителей напитков.
Внутренний дизайн и производительность оборудования значительно варьируют в зависимости от производителя, однако основные принципы его работы остаются неизменными. Выбор того или иного оборудования диктуется необходимым и объемами продукции, компоновкой оборудования на уже существующем предприятии и, разумеется, ценой.
Самый простой вариант — это загружаемые вручную машины, в которых нагреватель преформ и блок выдува фактически представляют собой отдельные части. Такого рода оборудование предназначено для производителей напитков с очень небольшими объемами выпуска продукции, поскольку довольно дешевы, но обладают достаточной производительностью, которая, как правило, составляет у машин такого типа 1000-1200 бутылок в час у агрегата с двумя ячейками для выдува 1-литровых бутылок. Особенности производства могут потребовать и оборудования, представляющего собой автоматизированную линию. В таком случае с одного ее конца формы автоматически загружаются в машину, а с другого — выходят готовые бутылки, которые опять-таки автоматически подаются непосредственно на линию розлива. Обычно в агрегатах с такой конфигурацией нагреватель преформ выполняется в форме скобы, вертикальной или горизонтальной, что делается в целях экономии пространства. Ротационные машины состоят из постоянно движущегося колеса, проводящего преформы через секцию нагрева, откуда они, после соответствующего уравнивания температуры, поступают на выдув. Здесь преформы загружаются в свободные ячейки, когда те проходят мимо транспортировщика, проходят стадию выдува, а бутылки переправляются дальше, когда карусель повернется на 360 градусов. Теперь ячейка готова принять новую преформу.
В другой статье мы рассмотрим основные стадии изготовления ПЭТ-бутылки.
www.ekoprozess.ru
Выдув ПЭТ-бутылок | Технологии и производство
Современное оборудование для выпуска ПЭТ-тары работает на основе преформ. Вначале происходит их равномерный разогрев, после чего уже осуществляется непосредственный выдув.
Перед тем как выполнять разогрев, преформы проходят предварительный этап, на котором происходи их сортировка и ориентирование. В большинстве случаев они устанавливаются положением горлышко вверх. Далее преформы перемещаются в питатель, где отсеивается брак.

Выдув ПЭТ-бутылок
Равномерный прогрев преформ выполняется при помощи инфракрасных ламп, проходя по ленте перед которыми, преформы вращаются вокруг своей оси.
Для выдува ПЭТ-бутылок используют специальные формы, в которых разогретые преформы растягиваются штоками, а затем в них подается сжатый воздух под давлением около 40 бар.
Технология выдува ПЭТ-бутылок основана на свойствах полиэтилентерефталата, обуславливающих то, что при высоком давлении повышается термостойкость, а также газонепроницаемость.
После выполнения операции выдува, бутылки охлаждаются, и из пресс-формы попадает на транспортер, по которому она перемещается на линию розлива и упаковки.
Одним из главных недостатков любой ПЭТ-тары является низкие барьерные характеристики, в результате чего в бутылку попадает ультрафиолет и кислород, а из нее выходит углекислота, снижая, тем самым, свойства и срок хранения продукции.
Выдув ПЭТ-бутылок
Поэтому, современное оборудование по выпуску ПЭТ-тары, должно быть ориентировано на максимальное повышение газо- и светонепроницаемости.
Для этого применяются различные технологии, наиболее популярными из которых, на сегодняшний день, являются использование многослойной структуры, а также нанесение специального защитного слоя, так называемого «барьера».
Пэт-тара, произведенная по многослойной технологии, состоит из нескольких прослоек полиэтилентерефталата, между которыми находится специальный полимер, такой, например, как нейлон, который может быть активным или пассивным барьером. В первом случае слой полимера поглощает кислород, а, во втором, не пропускает сквозь себя лучи ультрафиолета.
Главным недостатком многослойной технологии производства ПЭТ-тары является высокая конечная стоимость продукции.
Напыление барьерного слоя на поверхность ПЭТ-тары также является весьма трудоемким и дорогостоящим технологическим процессом, для которого потребуется специальное оборудование, стоимостью более миллиона долларов США, что и делает данный способ выпуска ПЭТ-тары не слишком распространенным на сегодняшний день.
Это интересно:
standart-plus.ru