станок, оборудование и бизнес план
Производство саморезов – это один из вариантов организации собственного бизнеса. Бизнес по производству саморезов принесет хороший доход при условии грамотного подхода к этому вопросу. Саморез – крепежное изделие, которое пользуется особенным покупательским спросом на рынке. Именно поэтому много людей рассматривают производство саморезов в качестве идеи для организации собственного бизнеса.
Составляем бизнес-план
Первоначально необходимо составить бизнес-план производства саморезов, который будет отображать все моменты, касаются организации бизнеса. В нем можно будет рассчитать, какими будут начальные затраты. Важно продумать следующие моменты:
- закупка оборудования;
- выбор помещения для организации цеха;
- закупка сырья, его вид;
- ассортимент выпускаемой продукции;
- вопросы сбыта продукции;
- сотрудники;
- дополнительные нюансы;
- срок окупаемости.
В бизнес-плане производства саморезов с нуля необходимо выполнить расчеты, что позволит узнать сумму, которая потребуется для старта.
Помещение
Один из очень важных организационных вопросов касается выбора помещения, в котором будет организована линия по производству саморезов. Для этого необходимо выбрать помещение, которое будет отвечать запланированному предназначению и соответствующим требованиям. При этом помещение должно иметь соответствующую площадь. Как правило, площадь завода по производству саморезов должна составлять около 600 кв.м.
Оборудование для производства саморезов
Очевидно, что для производства саморезов потребуются специальное оборудование. Важный критерий выбора – это показатель, касающийся скорости производства саморезов. Выбирая станок для производства саморезов, обратите внимание на такие варианты:
- 50 – 60 изделий в минуту при выборе недорогих моделей станков;
- более 250 изделий в минуту при покупке сложного оборудования по высокой цене.
Относительно вопроса стоимости необходимо отметить, что цена на станок для производства саморезов будет около 2 000 долларов (lkx простых моделей). При планировании дальнейшего развития бизнеса по производству саморезов, рекомендуется сразу купить оборудование для производства саморезов высокого качества, отличающееся хорошей производительностью.
При планировании дальнейшего развития бизнеса по производству саморезов, рекомендуется сразу купить оборудование для производства саморезов высокого качества, отличающееся хорошей производительностью.
При выборе производителей особенной популярностью пользуется оборудование марки LianTeng, а также FOB. Техника этих компаний хорошо зарекомендовала себя надежностью и долговечностью при эксплуатации. Цена на это оборудование для производства саморезов не завышена. Еще один плюс — незначительные затраты относительно привлечения к работе людей.
Сырье для производства саморезов
Для того чтобы изготавливать саморезы, необходимо использовать специальное сырье. В большинстве случаев речь идет про такие виды сырья:
- латунь;
- высокоуглеродистая сталь;
- нержавеющая сталь.


Поставка сырья может осуществляться в двух вариантах:
- нарезанные соответствующим образом заготовки;
- проволока для производства саморезов в бобинах.
При выборе сырья следует обратить внимание на виды производимой продукции, а также на особенности используемого оборудования.
Поскольку на территории страны работает большое количество заводов, деятельность которых связана с изготовлением металлопроката, найти поставщиков будет несложно. При выборе необходимо ориентироваться на условия сотрудничества – цены, качество сырья и дополнительные моменты.
Производство саморезов
Технология производства саморезов имеет свои особенности. Отметить необходимо основные этапы:
- нарезка материала, выступающего в качестве сырья, с учетом требующейся длины. Также выполняется создание шляпки. Первый этап связан с созданием «болванок»;
- заготовки попадают в бункер. Далее выполняется подача на станок, который предназначается для нарезки резьбы. Это выполняется с помощью вибромашины, по специальной конвейерной ленте;
- изделие попадает в закалочную печь, которая действует автоматически. Затем изделие передается на линию мойки саморезов. Это также автоматическая линия;
- выполняется нанесение на поверхность специального покрытия, которое имеет антикоррозийную защиту.
 Это выполняется с помощью вибромашины, по специальной конвейерной ленте;
Это выполняется с помощью вибромашины, по специальной конвейерной ленте;Сбыт продукции
При организации данного вида бизнеса очень важно продумать вопрос, касающийся сбыта продукции. Первоначально необходимо определиться с ассортиментом выпускаемой продукции. Специфика заключается в ориентации на промышленного покупателя, а не на отдельных потребителей.
В качестве хороших вариантов можно рассматривать следующие идеи:
- специализированные магазины, реализующие эту категорию продукции;
- ремонтные мастерские;
- строительные компании. Идеальный вариант – заключение долгосрочного договора на сотрудничество;
- продажа саморезов в специализированные цеха, которые занимаются изготовлением мебели;
- дополнительные варианты.

Таким образом, производство саморезов – это направление, которое можно рассматривать в качестве способа организации собственного бизнеса. При этом важно грамотно подойти к этому вопросу, что позволит достичь поставленной цели, заключающейся в получении постоянного высокого дохода.
порядок составления документа и этапы реализации идеи
Саморезы – один из наиболее востребованных видов металлического крепежа. Для соединения деталей или конструкций с их помощью не требуется каких-то подготовительных работ, а итоговая надёжность крепления оказывается ничуть не ниже, чем в случае винтовых или болтовых соединений.
В связи с увеличением объёма индивидуального строительства и конструирования различных объектов потребность в качественных саморезах является достаточно высокой. При некоторых условиях производство данных изделий вполне можно наладить и самостоятельно.
Содержание статьи
Этапы составления бизнес-плана
В общем случае этот документ должен отвечать на три вопроса:
- Как лучше всего организовать производство?
- Какую технологию изготовления принять за базовую?
- Каким образом осуществлять сбыт произведенной продукции?
Как правило, оптимальное решение таких вопросов в одиночку невозможно, и потребуется поиск и сколачивание команды единомышленников.
Однако, в любом случае, анализ перспектив будущего производства стоит начинать с маркетинговых исследований по региону возможного сбыта продукции.
О всех этапах организации деятельности вы можете узнать из следующего видео:
Оценка потребности в изделиях
Анализ состояния рынка должен выполняться с учётом реальных предложений по аналогичным товарам, уже имеющимся в торговых сетях. При этом в расчёт принимаются любые профильные торговые точки, хотя шансов пробиться в число поставщиков крупных хозяйственных супермаркетов немного: там торгуют преимущественно метизами крупных производителей (часто зарубежных брендов).
Технология массового производства на указанных предприятиях отличается наличием современного высокопроизводительного оборудования и характеризуется высокой размерной точностью и качеством готовых изделий. На должной высоте выполняется и их оформление: они, как правило, производятся с защитными декоративными покрытиями.
Впрочем, у подобной маркетинговой стратегии есть два недостатка, которые можно использовать:
- Во-первых, высокие эксплуатационные затраты обуславливают и соответствующую цену на продукцию, причём стоимость мало изменяется с ростом объёма производства.
- Во-вторых, крупные производители, как правило, ориентируются на наиболее популярные типоразмеры крепежа, а потому часто не учитывают потребности мелких потребителей.
Именно в этом заключается возможность для успешного альтернативного производства данных изделий.
Обычно не составляет труда пройтись по наиболее оживлённым мелким и даже средним торговым точкам на рынках, а также поинтересоваться спросом и предложением в небольших городах и районных центрах. Именно туда завоз крепежа от крупных торговых марок производится гораздо реже или эпизодически (например, весной, к моменту начала большинства ремонтно-строительных работ в индивидуальном секторе).
Полезно также изучить спрос на саморезы определённого исполнения и стандартов по небольшим ремонтно-строительным предприятиям, которые финансово не в состоянии закупать большие партии «фирменной» продукции.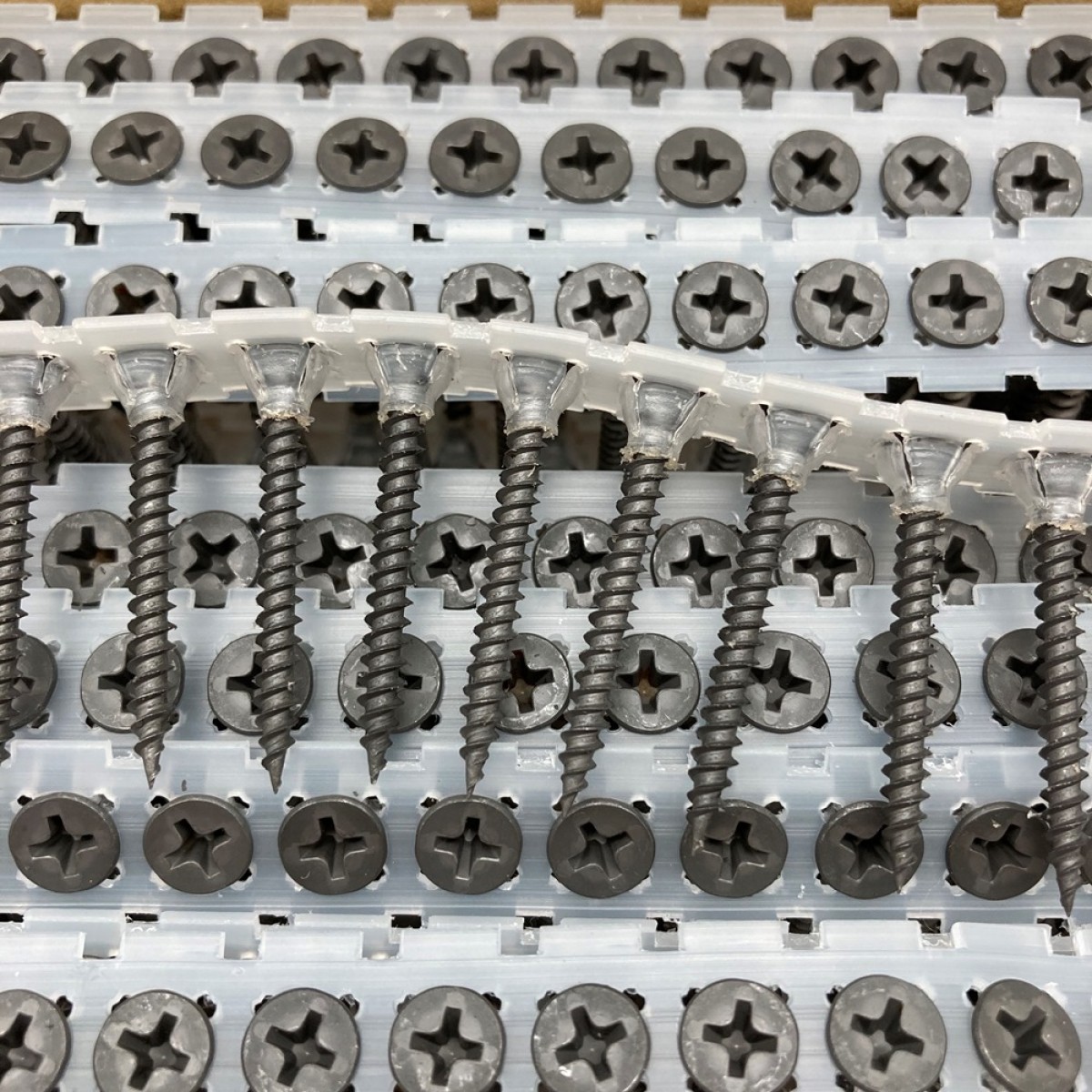
Если замысел о самостоятельном выпуске вынашивался в течение нескольких лет, целесообразно сравнить тенденции и динамику спроса наиболее востребованных типоразмеров данной продукции по годам и даже месяцам
Производственный план
Этот раздел должен включать в себя следующие пункты:
- Производственное помещение, предназначенное под установку оборудования: его размеры, площадь, техническое состояние, обеспечение энергоносителями, пожарная безопасность.
- Технологические процессы производства крепежа, основанные на финансовых возможностях и определяемые требуемым объёмом выпуска продукции.
- Производственное оборудование и инструмент, а также офисное оборудование и оргтехника (например, компьютеры).
- Планировка производства, включая также площади под промежуточные склады, склады для хранения готовой продукции, горюче-смазочных материалов, запасных частей и пр.
- Помещения для административно-управленческого персонала, бытовки для отдыха.
- Вопросы обеспечения безопасности действующего производства: мероприятия по электрической и пожарной безопасности, охране территории объекта.

Все пункты должны иметь конкретные сроки выполнения.
Требования к производственному помещению
При выборе подходящего помещения, где будет размещаться оборудование, в расчёт принимаются следующие факторы:
- Высота. Холодновысадочные и резьбонакатные автоматы, на которых производятся саморезы, имеют горизонтальное исполнение, поэтому высота помещения будет определяться не высотными размерами оборудования, а наличием подъёмно-транспортных средств, которыми предполагается оснастить производство. В частности, желательно предусмотреть установку тельфера для монтажа бухт проволоки, перемещения ящиков с готовыми изделиями на склад или последующую термическую обработку. В таком случае минимально необходимая по условиям техники безопасности высота должна быть не менее 4-4,5 м.
- Площадь. Для малого производства крепежа целесообразна установка монорельсовых подъёмно-транспортных средств, а не мостовых кран-балок, поэтому придерживаться стандартных значений ширины пролёта (минимальная составляет 6м) необязательно. Зато с точки зрения оптимизации производственных процессов желательно, чтобы соотношение размеров помещения в плане находилось в пределах 1:4…2:3.
Проще всего определить искомую площадь Fп, используя данные по габаритным размерам оборудования. Используется зависимость Fп = (1,6…2,2)Fоб, где Fоб – суммарная площадь оборудования в плане. Руководствуясь полученными результатами, можно сделать предварительный подбор подходящего по размерам помещения. - Наличие и возможность подвода необходимых энергокоммуникаций. Всё холодновысадочное оборудование требует электропитания (желательно 380 В), а также сжатого воздуха для работы систем включения автоматов. Поэтому в помещении должна иметься возможность для установки мощных компрессоров, способных стабильно создавать избыточное давление не ниже 4…5 ат.
Если по техпроцессу требуется наличие термического оборудования, а также устройств для поверхностного антикоррозионного покрытия деталей, то необходимо обеспечить наличие сети водоснабжения и водоотвода. У термической печи, которая будет работать на газе, должна быть оборудована надёжная система приточно-вытяжной вентиляции. Кроме того, помещение должно быть отапливаемым.


Требования к оборудованию
Оптимальный техпроцесс производства саморезов состоит из следующих операций:
- Подготовка исходного металлопроката к холодной высадке – очистка от окалины, иногда – фосфатирование.
- Двух- или многопозиционная высадка полуфабрикатов.
- Накатка резьбы.
- Опционно: термическая обработка и поверхностное покрытие готовых изделий.
Количество основного высадочного оборудования определяется, с одной стороны, объёмами производства (они уже установлены по результатам анализа рынка сбыта), а с другой стороны – производительностью. При этом считается, что холодновысадочное производство рентабельно, если его объёмы находятся не ниже величин, указанных в следующей таблице:
При этом считается, что холодновысадочное производство рентабельно, если его объёмы находятся не ниже величин, указанных в следующей таблице:
| Максимальная масса самореза, г | Годовая программа выпуска, шт | ||
|---|---|---|---|
| До 1000 | До 4000 | До 15000 | |
| До 5 | 1000 | 4000 | 15000 |
| До 15 | 12000 | ||
| До 30 | 8000 | ||
| До 50 | 6000 | ||
| Более 50 | 2000 | 4000 | |
Наиболее популярные и доступные для приобретения холодновысадочные и резьбонакатные автоматы фирмы «Тайвань Метиз Альянс» обладают расчётной производительностью от 150…200 мин-1 (для относительно крупных саморезов диаметром 5…6 мм), до 450…500 мин-1 для более мелких изделий. Несколько меньшей производительностью обладают автоматы от ООО «Самстал» (Россия).
Минимально необходимый комплект производственного оборудования включает в себя:
- Холодновысадочный автомат для изготовления заготовки.
- Автомат для получения острия на изделии.
- Накатной автомат для формообразования резьбы.
Все ведущие производители обычно агрегатируют свою продукцию с тем, чтобы впоследствии из вышеприведенного комплекта оборудования можно было составить технологическую линию.
Организационно-финансовый план
Раздел включает в себя определение затрат на:
- Подготовку, ремонт и оборудование всех помещений.
- Закупку исходного металла, оборудования, инструментальной оснастки и т. д.
- Формирование штата сотрудников и фонда зарплаты для него.
- Маркетинговую кампанию (реклама на билбордах, телевидении, печатных и электронных СМИ и пр.).
- Транспортные расходы и логистику (предварительно следует определить целесообразность заключения договоров на доставку сырья, комплектующих и транспортировку готовой продукции до мест её продажи с транспортной фирмой).

В итоге формируются конечная себестоимость и отпускная цена для оптовой и розничной продажи (если последняя будет осуществляться производителем). Если результаты проработки всех указанных позиций гарантируют конкурентоспособность продукции, то производство можно начинать.
Каналы сбыта и возможные риски
Все ситуации предусмотреть невозможно, но наиболее общими рекомендациями, которые минимизируют неудачи деятельности, считаются:
- Своевременное заключение договоров с торговыми предприятиями о гарантированных объёмах поставок. Чем больше срок действия соглашения, тем меньше риски.
- Организация собственных торговых точек, где цена саморезов, естественно, будет ниже.
- Наличие «горячих» линий оценки потребителями качества продукции с оперативным анализом поступающих предложений.
- Отсутствие ненужных посредников, что снижает себестоимость производства.
Производство саморезов: бизнес план, идея
Саморезы – крепежные изделия, в которых возникает потребность во многих областях производства. Они широко применяются при сборке мебели, металлических конструкций, ими скрепляют листы гипсокартона, пользуются при установке и ремонте кровли. На автомобильном конвейере без таких винтов не обойтись – детали панели приборов, пластиковые элементы салона крепятся при помощи саморезов. Есть потребность в них и в домашнем хозяйстве. Одним словом, область применения саморезов очень широка, все сразу и не перечислишь.
Они широко применяются при сборке мебели, металлических конструкций, ими скрепляют листы гипсокартона, пользуются при установке и ремонте кровли. На автомобильном конвейере без таких винтов не обойтись – детали панели приборов, пластиковые элементы салона крепятся при помощи саморезов. Есть потребность в них и в домашнем хозяйстве. Одним словом, область применения саморезов очень широка, все сразу и не перечислишь.
В связи с популярностью крепежного изделия, на саморезы всегда есть спрос. Но в России не так много предприятий, производящих этот продукт, очень много завозится крепежа из-за границы. В связи с этим, предоставляется возможность рассмотреть производство саморезов как бизнес в нашем отечестве. Также читайте другие идеи бизнеса на производстве.
Идея бизнеса
Подобная бизнес идея не нова, часто начинающие предприниматели задумывались над этим вопросом. Многих останавливало то, что для открытия подобного бизнеса необходим достаточно большой стартовый капитал. Но попробуем поподробнее рассмотреть все аспекты производства – какие предстоят затраты, что нужно для начала деятельности, есть ли свои особенности, чего можно ожидать в плане прибыльности такого производства.
Но попробуем поподробнее рассмотреть все аспекты производства – какие предстоят затраты, что нужно для начала деятельности, есть ли свои особенности, чего можно ожидать в плане прибыльности такого производства.
До открытия производства по изготовлению саморезов необходимо заняться составлением плана для бизнеса. Требуется продумать, где взять оборудование, какое помещение подойдет для этой деятельности, где и по какой цене закупать сырье, кто будет работать на станках, куда можно будет сбывать готовую продукцию, сколько реально получить прибыли от данного вида деятельности. При расчетах нужно делать ставку на то, что могут возникнуть какие-нибудь форс-мажорные обстоятельства (повысятся цены на сырье, покупатель откажется брать товар по предлагаемой цене, и т. д.). Поэтому, предполагаемые расходы всегда лучше считать по максимуму, а доходы по минимуму.
План действий при построении бизнеса
В первую очередь, стоит подыскать помещение и закупить необходимое оборудование.
Площадь для производства крепежных изделий требуется достаточно большая, не менее 500–700 квадратных метров, потому что нужно будет устанавливать несколько станков. В помещении обязательно должен быть водопровод и электричество на 380 вольт. Место подбирать лучше в промышленной зоне, подальше от жилых массивов в связи с шумностью процесса изготовления саморезов. Площади поначалу целесообразнее брать в аренду, для приобретения в собственность стоимость помещения будет достаточна высока. С другой стороны, если есть вероятность выкупить площади, лучше ее использовать, но не за счет кредитных средств – получится такая же переплата.
В процессе изготовления продукции не обойтись без специальных станков, их потребуется несколько. При помощи волочильного станка металлическую проволоку (сырье для получения изделия) прокатывают до нужного диаметра. Для получения из сырья заготовок потребуется холодно-высадочный автомат. Затем заготовка обрабатывается на резьбонакатном станке, то есть на заготовке нарезается резьба, и теоретически изделие принимает ту форму, которую имеет конечный продукт. Только саморез еще должен пройти термическую обработку. В закалочной печи металлическому изделию придают прочность.
Только саморез еще должен пройти термическую обработку. В закалочной печи металлическому изделию придают прочность.
Затем на линии гальваники саморез обрабатывают специальным покрытием и сушат в центрифуге горячим сжатым воздухом.
Стоит оборудование недешево, цена зависит от производительности станков. Но высокопроизводительные станки в конечном итоге заметно быстрее окупаются.
оборудование для производства саморезовЗатем следует определиться с работниками. Количество рабочего персонала и квалификация определяется тем, насколько автоматизирована линия по производству саморезов. Проще говоря, чем дороже и качественнее оборудование, тем меньше нужно будет рабочих, и от них потребуется не столь высокое мастерство. На полностью автоматизированном процессе достаточно одного или двух человек. И на такой линии гораздо проще обучить работника – машины делают основную часть работы.
С приобретением сырья для изготовления саморезов проблем, как правило, не возникает. Сейчас достаточно много различных поставщиков, дефицита в этом вопросе, скорее всего, не будет. Для саморезов чаще всего используется нержавеющая или высокоуглеродистая сталь, либо латунь. Можно покупать заготовки, а можно проволоку в виде бобин. Все зависит от сложности оборудования, на котором будет обрабатываться сырье.
Сейчас достаточно много различных поставщиков, дефицита в этом вопросе, скорее всего, не будет. Для саморезов чаще всего используется нержавеющая или высокоуглеродистая сталь, либо латунь. Можно покупать заготовки, а можно проволоку в виде бобин. Все зависит от сложности оборудования, на котором будет обрабатываться сырье.
Последним этапом в процессе изготовления крепежных изделий остается вопрос сбыта продукции. Здесь много зависит от регионального спроса на разновидность того или иного вида саморезов. Как правило, оптом саморезы покупают хозяйственные магазины, различные строительные компании, мебельные фабрики. Продавать в розницу товар тоже можно, но это будет хлопотно и долго.
Что можно сказать о прибыли?
Сначала сложим все ежедневные расходы, связанные на производство саморезов. Получится приблизительно такой список:
- аренда помещения, она зависит от площади помещения и от месторасположения,
- заработная плата работникам,
- стоимость закупаемого сырья,
- оплата электроэнергии и водоснабжения,
- транспортные расходы,
- налоги,
- прочие расходы (связь, затраты на амортизацию оборудования и т. п.)
 п.)
п.)Следует отметить, что, имея помещение в собственности, предприниматель не платит за аренду площадей. К этим расходам следует прибавить расходы разовые – это стоимость оборудования.
А доход предприятия зависит от количества, качества выпускаемой продукции и от его конечной стоимости для покупателя. Сложно назвать какие-то определенные цифры, они могут значительно отличаться для каждого конкретного производства. Но считается, что бизнес по производству саморезов в конечном итоге дает неплохую прибыль его хозяину. Просто нужно грамотно и ответственно подойти к делу. И результат оправдает ожидания.
Поделиться:Бизнес на производстве саморезов: Обзор станков и оборудования
Саморез — это крепежное изделие, по внешнему виду схожее с шурупом. Только в отличие от него, саморез имеет треугольную резьбу, с помощью которой формирует отверстие (отсюда и название).Россия импортирует эти изделия десятками тысяч тонн в год. Невзирая на машиностроительные мощности, саморезы на территории страны выпускаются в крайне ограниченном объеме. Что позволяет рассмотреть их производство в качестве перспективного бизнеса.
Технология производства саморезов
Производственная цепочка выглядит следующим образом:
- Волочильный стан, представляющий собой печь с фильерами для протяжки стальной катанки до достижения нужного диаметра. Фильеры изготавливают из твердого сплава нескольких последовательно уменьшающихся диаметров. Вся линия непрерывно охлаждается эмульсией;
- Формирование заготовок, путем нарезки исходного сырья на отрезки необходимой длины и высаживание шляпки со шлицем на холодновысадочном автомате;
- Изготовленные болванки попадают в бункер, откуда по конвейеру специальными захватами поступают в станок для накатки резьбы плоскими плашками;
- «Сырой» саморез попадает в закалочную печь температурой 920 градусов с последующим «отпуском» на менее высокую температуру, для снятия поверхностного напряжения металла, и далее на линию мойки;
- Потом на закаленный саморез наносится гальваническое покрытие. Обычно это несколько параллельно стоящих ванн, для предварительной подготовки и последующего нанесения антикоррозионного состава. Последняя ванна содержит финишный электролит с цинковыми анодами;
- Центрифуга для сушки горячим воздухом, откуда выходит готовое изделие;
- Помимо перечисленного, заключительным этапом может быть контроль качества и упаковочная линия;
 Обычно это несколько параллельно стоящих ванн, для предварительной подготовки и последующего нанесения антикоррозионного состава. Последняя ванна содержит финишный электролит с цинковыми анодами;
Обычно это несколько параллельно стоящих ванн, для предварительной подготовки и последующего нанесения антикоррозионного состава. Последняя ванна содержит финишный электролит с цинковыми анодами;Весь комплекс управляется одним оператором, уровень подготовки которого некритичен. После настройки, линия работает в автоматическом режиме, несмотря на сложность оборудования.
Сырье
В качестве сырья, используется высокоуглеродистая сталь, латунь или нержавеющая сталь. Закупается она в виде скрученных проволочных бухт, либо уже нарезанным кругляком.
Надо сказать, что поиск поставщиков сырья в России — это самый простой этап в данном виде бизнеса. Наша страна является самым крупным экспортером металлопроката, что и объясняет широкую доступность сырья.
Станки и оборудование для производства саморезов
В основном в продаже находится оборудование по изготовлению саморезов тайванского производства фирм «FOB» и «LianTeng».
 Предлагаемые линии отличаются высокой отказоустойчивостью и модульной конструкцией, допускающей свободную компоновку и промежуточную диагностику после каждого этапа. Различные позиции в линейке оборудования отличаются, в основном, скоростью изготовления.
Предлагаемые линии отличаются высокой отказоустойчивостью и модульной конструкцией, допускающей свободную компоновку и промежуточную диагностику после каждого этапа. Различные позиции в линейке оборудования отличаются, в основном, скоростью изготовления.Самые дешевые станки в ряду позволяют делать 50 изделий в минуту, а более дорогие — свыше 250 штук. Соответственно, вилка цен начинается от $2000, а максимальная цена варьируется комплектуемыми узлами.
Кроме цены, различия касаются ассортимента выпускаемых изделий. Младшие модели ориентированы на один определенный вид самореза, без возможности влиять на длину заготовки и шаг резьбы.
Старшие модели позволяют расширить ассортимент даже на дюбеля, винты, шурупы и любые другие элементы крепежных материалов. В этой связи, планируемое расширение производства потребует тщательного подхода к выбору станков для производства саморезов. Кроме этого, более дорогое оборудование имеет заметные отличия в качестве конечного продукта, что влияет спрос и на окупаемость самих станков.
Наиболее оптимальными являются холодновысадочные автоматы Yh3076 ($22000) и Yh2564 ($13500), с производительностью 120 и 160 штук в минуту соответственно. Станки неприхотливы, легки в обслуживании, с высоким качеством конечной продукции и малым сроком окупаемости.
Европейские аналоги отличаются от тайванских производителей повышенной ценой на линии метизов.
К примеру, наиболее производительный тайванский комплекс обойдется в $150000, а его Европейский аналог в $420000. Что при схожей производительности, качестве и уровне автоматизации, говорит не в пользу Запада.
Китайские линии постепенно догоняют тайваньские по качеству. Например, в продаже можно найти отдельные модули фирмы «FET» с производительностью 120 штук в минуту. К сожалению, по цене они ничуть не дешевле.
Украинские производители (Одесса) пошли по пути симбиоза импортной автоматики с отечественным станкостроением. В результате, холодновысадочные станки АБО 216 производительностью 160 штук в минуту, получились достаточно качественными и конкурентными по цене ($15500).

Сбыт
- Сбыт саморезов заключается в налаживании договорных отношений с точкой непрерывной реализации крепежных изделий. Желательно, с минимальным наличием конкуренции. Если приобретенное оборудование обладает широкими возможностями, лучше перекрыть весь ассортимент продукции одновременно. Это позволит захватить весь рынок метизов и определить наиболее покупательный вид. Что поможет в дальнейшем перенести основную тяжесть выпуска на наиболее популярный вид самореза. В дальнейшем, бизнес сведется просто к сезонной корректировке.
- Второй канал сбыта — это прямые договора со строительными фирмами. Объемы использования саморезов при строительстве только одного объекта могут перекрыть месячную производительность оборудования.
- Очередным по доходности может стать сбыт в мебельные цеха. Небольшое мебельное производство потребляет несколько тысяч саморезов в месяц.
Подводя итог, данное направление бизнеса является рентабельным, простым и востребованным. Учитывая полную автоматизацию процесса, управление сведется к вопросам сбыта готовой продукции. А при отлаженном сбыте, оборудование окупается меньше года.
Учитывая полную автоматизацию процесса, управление сведется к вопросам сбыта готовой продукции. А при отлаженном сбыте, оборудование окупается меньше года.
Как выбрать оборудование для производства саморезов. Лучший станок для производства саморезов :: BusinessMan.ru
Наверняка многие предприниматели задумывались над тем, чтобы наладить собственное производство саморезов. И действительно — почему бы и нет? Капиталовложения относительно небольшие, а технологическая линия сама по себе несложная.
Но тут нужно уметь правильно выбрать оборудование для производства саморезов, ведь от этого зависит не только качество продукции, но и многие другие факторы. Давайте со всем детально разберёмся.
Немного о технологии
Безусловно, спрос на строительные товары постоянно растёт, а так как саморезы относятся именно к этой группе товаров, то начать бизнес в данной нише довольно перспективно. Настоятельно рекомендуется производить товар путём холодной штамповки. Обусловлено это тем, что таким образом можно добиться наиболее оптимальных технических параметров изделия. Сама по себе технология достаточно простая и делится на 2 этапа.
Обусловлено это тем, что таким образом можно добиться наиболее оптимальных технических параметров изделия. Сама по себе технология достаточно простая и делится на 2 этапа.
На первом формируется болванка. Если простыми словами, то заготовка. В это время изготавливается как основная часть, так и головка с наконечником. Следующий шаг — это нарезание резьбы при помощи специальных инструментов, которые устанавливаются на автоматические станки. Если вы планируете постепенно развивать свой бизнес, то можно еще добавить некоторое оборудование для производства саморезов. Техника позволит осуществлять закалку для повышения прочности.
Оборудование для производства саморезов
Ну а сейчас давайте поговорим о наиболее важном — о покупке станков и автоматов. От того, насколько правильно будет выбрана техника, напрямую зависит качество готовой продукции, производительность и многое другое. Прежде всего, обратите внимание на погрешность, которая допускается во время нанесения резьбы.
Чем она меньше, тем лучше, но такой станок будет довольно дорогой. Нужно понимать, что, если будет большая неточность, то велика вероятность брака целой партии, а это большой материальный убыток.
Второй важный показатель — это скорость нарезки. Если ваш бюджет ограничен, то недорогой станок для производства саморезов с производительностью 50-60 штук в минуту обойдётся порядка 3 000 долларов. Если каждые 60 секунд выпускать более 200 единиц продукции, то цена возрастёт до 10 000 долларов и выше. Конечно, вам понадобится купить не только станок, а целую линию оборудования. Давайте как раз об этом и поговорим.
Линия для производства саморезов
Стоит сразу отметить, что технологическая цепочка может включать в себя различное оборудование, но мы поговорим о базовом. То есть о том, без чего не получится изготовить продукцию. Во-первых, сюда входит холодновысадочный станок. Он выполняет формировку головки и тела.
Помимо этого, нужно установить и резьбонакатный агрегат, собственно и наносящий резьбу. Несмотря на то что устройство данного оборудования довольно сложное, разобраться в нём не составит труда. Главное — это правильно его настроить. Как уже было отмечено выше, ценовой диапазон зависит от производительности.
Несмотря на то что устройство данного оборудования довольно сложное, разобраться в нём не составит труда. Главное — это правильно его настроить. Как уже было отмечено выше, ценовой диапазон зависит от производительности.
Как вы видите, эти два станка только и нужны. Конечно, есть смысл устанавливать закалочную печь (автоматическая), после этого готовые саморезы поступают на мойку. Стоит обратить внимание, что последний этап, то есть очистка, также не требует участия человека.
Каким должно быть сырьё?
Конечно, многие скажут, что оно должно быть качественным. И отчасти это правильный ответ. Но всё дело в том, что тут имеется возможность использовать разные металлы в зависимости от того, что нужно получить на выходе. Например, саморезы разной твёрдости, толщины, длины, а также стоимости. В общем и целом, подойдут такие материалы, как латунь или высокоуглеродистая или нержавеющая сталь.
Стоит заметить, что проволока для производства саморезов, поставленная в бобинах, предпочтительней из-за технических соображений. В принципе, тут необходимо руководствоваться видами производимого товара. Если это нержавеющие саморезы, то используете соответствующий материал. Когда вы будете расширять свой бизнес, то можете изготавливать саморезы из разных материалов. Опять же всё упирается в цену, но нужно учитывать особенности установленного оборудования.
В принципе, тут необходимо руководствоваться видами производимого товара. Если это нержавеющие саморезы, то используете соответствующий материал. Когда вы будете расширять свой бизнес, то можете изготавливать саморезы из разных материалов. Опять же всё упирается в цену, но нужно учитывать особенности установленного оборудования.
На что еще обратить внимание
Сложно сказать, какой именно станок для производства саморезов можно считать лучшим. В настоящее время имеется достаточное количество достойных производителей, чья продукция пользуется спросом. Среди них и отечественные компании. Что касается реализации продукции, то это тоже довольно важный момент.
Нужно ориентировать на магазины крепежа, а также крупные строительные компании. Лидирующие позиции среди резьбонакатных станков занимает модель IC 6 X75. Данный образец может выпускать порядка 180 готовых саморезов в минуту. Но оборудование довольно габаритное и имеет массу порядка 2-х тонн. Диаметр готовой продукции составляет около 6 миллиметров.
Также можно обратить своё внимание и на станок IC 6 X80. Его особенности в том, что, в отличие от предшественника, диаметр саморезов увеличен до 8 миллиметров, но за счёт этого габариты стали несколько больше, а производительность ниже. Вес составляет 3,1 тонны с возможностью выпуска 110 изделий в минуту.
Заключение
Хотелось бы сказать еще несколько слов о холодновысадочных станках. Их необходимо грамотно подобрать. Дело в том, что, к примеру, модель ID 5 X85 позволяет выпустить саморез максимальным диаметром 5 мм. Следовательно, с ним в паре нерационально использовать станок для нарезки резьбы IC 6 X80. Это же касается и производительности — она должна быть одинаковой.
Таким образом, вы сможете чётко наладить свою технологическую линию. Необходимо вовремя поставлять сырье для производства саморезов, так как простои выливаются в материальные убытки, что для вас не очень хорошо. Пожалуй, это всё, что можно сказать по данной теме.
Как вы видите, наиболее важным моментом является то, насколько правильно вы подберёте станки. Оборудование для производства саморезов должно быть новым, поэтому не покупайте б/у, ведь вы не получаете никаких гарантий, и уже завтра что-то может сломаться, а капитальный ремонт займёт несколько дней минимум, а это большие убытки.
Оборудование для производства саморезов должно быть новым, поэтому не покупайте б/у, ведь вы не получаете никаких гарантий, и уже завтра что-то может сломаться, а капитальный ремонт займёт несколько дней минимум, а это большие убытки.
Производство саморезов
Россия, Московская обл., Голицыно (Московская обл.), Звенигородское шоссе 2с1
Основная информация
- 1 200 000 aРасходы
- 0 aЗаемные средства
- 0 a Товарный остаток
(включен в стоимость) - 2 лет Окупаемость
Объявление находится в архиве
Средства производства
4 станка ( 2 станка холодно-высадочных и 2 резьбонакатных)
Печь закаливания с загрузкой до 54 кг
Печь отпуска
Центрифуга (70 кг загрузка)
Чиллер объёмом 150 литров
Кран-балка автоматизированная с пультом управления
Столярный стол
Фасовочный стол
Недвижимость (в аренде)
- Площадь зданий 168 кв. м.
- Здания в аренде до 0
- Площадь земли 0 кв.м.
- Земля в аренде до 0, с правом продления аренды
 м.
м.Объявление находится в архиве
Евпатория
Россия, Крым, ЕвпаторияМосква
Россия, Московская обл., МоскваМосква
Россия, Московская обл. , Москва
, МоскваМосква
Россия, Московская обл., Москва Подать объявлениеСтанок для производства саморезов цена
Среди самых различных материалов, которые используются для ремонтных и для строительных работ, отдельно можно говорить о саморезах. На сегодняшний день они не зря считаются достаточно востребованным видом продукции – без саморезов, в принципе, не мыслим не один ремонт, и не одно строительство. А потому производство саморезов становится довольно популярным видом современного бизнеса и приносит стабильный доход. Такое оборудование, предназначенное для изготовления саморезов, представлено не только отечественными, но и зарубежными фирмами. Такое оборудование обладает традиционно самыми различными техническими характеристиками, довольно широким ценовым диапазоном и отличаются по своей конструкции.
Производительность станков
К примеру, одни из самых последних и новейших станков обладают производительностью, определяющейся количеством произведенных саморезов – до шестидесяти штук в минуту. Обычно такие станки рассчитаны на выпуск конкретной продукции и ассортимент ограничен.
Оборудование, которое в большинстве случаев способно выпускать около двухсот пятидесяти саморезов за одну минуту. Можно говорить о большом разнообразии продукции, которая отличается по диаметру, по длине, по материалу, из которого изготовлены изделия. А потому не может быть одинаковой цена станков. Самое простое оборудование может стоить около двух тысяч долларов, а оборудование сложнее по конструкции и техническим характеристикам стоит намного выше. Цена будет зависеть также от вида станка и компании, которая его произвела.
Фирмы, производящие станки
На современном рынке строительного оборудования станки, предназначенные для производства саморезов, выпускаются большим множеством компаний-производителей. Одним из самых больших показателей спроса имеет оборудование, которое выпускает Тайваньская фирма LianTeng, а также компания FOB. Они выпускают оборудование марок YH и NF.
Одним из самых больших показателей спроса имеет оборудование, которое выпускает Тайваньская фирма LianTeng, а также компания FOB. Они выпускают оборудование марок YH и NF.
К примеру, холодновысадочные станки для производства саморезов Yh3076 способены выдавать около ста двадцати саморезов за одну минуту. Следует отметить надежность этого оборудования на протяжении длительного времени и достаточную простоту его эксплуатации. Поэтому станок этой марки сегодня используется на многих предприятиях. Подобные холодновысадочные автоматы ориентированы на производство саморезов необыкновенно высокого качества и могут работать на достаточно высоком уровне точности. Но такой станок для производства саморезов цена ожидает довольно приличная. Тем не менее, они могут похвастаться небольшим сроком своей полной окупаемости. Спрос на станки этой марки сегодня только продолжает расти.
Станок для саморезов в работе:
Станки для производства саморезов цена:
Сам процесс обыкновенного изготовления саморезов не несет в себе никаких особенных «подводных камней» и является достаточно простым. Более точно о цене той или иной марки оборудования, служащего для выше описанных целей, можно узнать в интернете. Введите в поисковик «станок для производства саморезов цена» и Вы будете вознаграждены списком всевозможным фирм-производителей и марок станков для производства саморезов.
Более точно о цене той или иной марки оборудования, служащего для выше описанных целей, можно узнать в интернете. Введите в поисковик «станок для производства саморезов цена» и Вы будете вознаграждены списком всевозможным фирм-производителей и марок станков для производства саморезов.
Цену на станки можно узнать по запросу у компаний, приведенных ниже.
Купить станок для производства саморезов можно здесь:
ЗАО «Монолит»
Адрес: г. Москва, Авангардная, 5
Телефоны: (495) 452-18-92
ООО «Авто»
Адрес: г. Казань, ул. Восстания, 60
Телефоны: (843) 245-14-45
ООО «Техносервис Красная заря»
Адрес: г. Санкт-Петербург, Большой Сампсониевский проезд, 60
Телефоны: (812) 333-26-58
Читаем дальше — узнаём больше!
Оценка: 2.7 из 5
Голосов: 240
Начать бизнес по производству машинных винтов
Профиль отрасли и оценка рынка
Эта отрасль постоянно растет, и спрос на крепежные детали напрямую связан с ростом промышленного сектора. Помимо наличия дешевой рабочей силы, также создается хороший экспортный спрос на продукцию. Винты экспортируются на Ближний Восток, в Германию, США и другие европейские страны. Машинные винты производятся как в организованном, так и в неорганизованном секторе.Некоторые из хорошо известных производителей: GKW, прецизионные винты Laxmi, Unbrako, Nettlefolds и т. Д. Есть множество производителей в мелкомасштабном секторе, с концентрацией в Амритсаре в Пенджабе.
Помимо наличия дешевой рабочей силы, также создается хороший экспортный спрос на продукцию. Винты экспортируются на Ближний Восток, в Германию, США и другие европейские страны. Машинные винты производятся как в организованном, так и в неорганизованном секторе.Некоторые из хорошо известных производителей: GKW, прецизионные винты Laxmi, Unbrako, Nettlefolds и т. Д. Есть множество производителей в мелкомасштабном секторе, с концентрацией в Амритсаре в Пенджабе.
Крепежные винты изготавливаются из проволоки / стержней из углеродистой стали. Материал подается в машину для холодной глазури, чтобы сформировать головку на одном конце, в то время как стержень вытягивается и разрезается на другом. Плавники на головке обрезаются, нить перекручивается.Затем винты отправляют на прорезание головки, чтобы придать ей форму сырной головки. Затем сформированные винты опрокидываются в цилиндре для удаления заусенцев перед гальванизацией или металлизацией в соответствии с требуемой отделкой. Существуют различные стандарты для показателей качества. Например, стандартные номера. 4206, 1368, 2389, 1365 и т. Д.
Существуют различные стандарты для показателей качества. Например, стандартные номера. 4206, 1368, 2389, 1365 и т. Д.
Ноу-хау можно получить у поставщиков оборудования, а также у правительства. исследовательские лаборатории.
Планируемая производственная мощность — 5000 кг в месяц.
Для установки потребуется мощность 10кВт.
Отрасль в основном является машиностроительной и требует механических рабочих машин, таких как машина для холодной высадки, машина для обрезки головки, резьбонакатная машина, долбежная машина с винтовой головкой, инструменты, штампы, аксессуары, насадки и т. Д., Полировальный бочонок, настольный шлифовальный станок и т. Д. Все элементы оборудования и оборудования имеются в наличии. Общая стоимость установки, испытательного оборудования и т. Д. Оценивается в ок. Rs. 7,56 лакхов.
Сырье и компонентыОсновное сырье и необходимые компоненты доступны на внутреннем рынке и включают такие элементы, как ИС, светодиоды, неоновые индикаторы, транзисторы, диоды, термисторы, резисторы, конденсаторы, трансформаторы, стеклянные электроды, печатные платы, кнопочный узел , шасси шкафа, фурнитура и т.
д.Общая стоимость сырья и компонентов оценивается примерно в рупий. 56,000 / в год.Земля и здание: Для бесперебойной работы блока потребуется застроенная площадь 400 кв.м. Необходимую площадь можно взять в аренду.
Рабочая сила
Для бесперебойной работы установки ожидается, что потребность в рабочей силе составит около 6 человек.| Технический персонал | Самостоятельная |
| Квалифицированные и полуквалифицированные рабочие | 4 |
| Офисный персонал | 1 |
| Офисная помощь | 1 |
Стоимость проекта
| руп. лакхс | |
| Земля и строительство | |
| Завод и оборудование | 7,56 |
| Прочие активы | 1,50 |
| Маржинальные деньги | 0,97 |
| Итого | 10,03 900 |
Рентабельность
руп. | |
| Продажи (5000 * 12 кг) | 30,00 |
| Продажа лома | 1,20 |
| Всего | 31,20 |
| Сырье (5400 кг) | 22,68 |
| Заработная плата | 2,52 |
| Прочие расходы | 1,50 |
| Амортизация | 0,37 |
| Проценты | 0.88 |
| Себестоимость продукции | 27,95 |
| Прибыль | 3,25 |
 лакхс
лакхс WC Маржинальные деньги | |||
| Сырье | дней | 1,13 | 0,11 |
| Незавершенное производство | 7 дней | 0,59 | 0,06 |
| Запас готовой продукции | 1 месяц | 2. 33 33 | 0,23 |
| Рабочие расходы | 1 месяц | 0,44 | 0,44 |
| Продажа в кредит | 15 дней | 1,30 | 0,13 |
| Маржинальные деньги для WC | 0,97 | ||
Точка безубыточности
Самосверлящий винтовой станок | ЛЕРГЕР ИНТЕРНЕШНЛ КО., ЛТД.
1. Самосверлящий винт — это новый крепеж, который широко используется в строительстве и автомобилестроении.
2. Самосверлящий винт имеет функции сверления и фиксации.
3. Он удобен и быстро вытеснил традиционные бетонные конструкции.
4. Самосверлящий винт изготовлен из проволоки из углеродистой стали AISI 1018-1022. Продукт должен пройти 5 этапов обработки: (1) Заголовок (Заголовочная машина) (2) Формирование точки сверления (Самосверлящий винтовой станок) (3) Накатка резьбы (Резьбонакатный станок) (4) Термическая обработка (5) Гальваника.
5. Самосверлящий винтовой станок используется для формирования точки сверления винта.
6. Характеристики станка:
(1) Стол спроектирован штампом для легкого и простого обслуживания.
(2) Контролируется системой логического управления программой (ПЛК), неисправность отображается на плате системой светоизлучающего дисплея (СИД), поэтому неисправность можно легко контролировать.
(3) Вращающиеся и скользящие компоненты на каждой части прошли термообработку для обеспечения хорошей износостойкости.
(4) Высокая скорость, бесшумность и энергосбережение.
(5) Высокая точность, возврат в исходное положение и абсолютная синхронизация.
(6) Простая конструкция, завинчивание и низкий уровень неисправностей.
7. Модель, производительность и скорость машины следующие:
| МОДЕЛЬ | ОБЪЕМ (диаметр X длина) | СКОРОСТЬ (об / мин) |
| LST-15 | 2,8-5,2 мм X 9,5- 125 мм | 120-600 |
| LST-20 | 2,8-6,0 ммX9,5-175 мм | 120-600 |
| LST-25 | 2,8-7,0 ммX10-200 мм | 45-250 |
8. LST-20 и LST-25 имеют индекс.
LST-20 и LST-25 имеют индекс.
9. Характеристики модели LST-25 следующие:
(1) Предназначена для производства самосверлящего шурупа из нержавеющей стали или удлиненного удлиненного шурупа (макс. 370 мм по специальному заказу).
(2) Изогнутая поверхность кулачка трансмиссии продлевает время прессования винта и сокращает время холостого хода, не влияя на нормальный рабочий цикл во время обработки, таким образом достигая превосходных эффектов движения и продлевая срок службы штампа винта.
(3) Машина с индексом и характеристиками, указанными ниже:
A.HRC точная шлифовка 60 градусов, трение качения, низкий расход, с красивой кривой и нулевым дефектом.
B. Высокая скорость, бесшумность и энергосбережение.
C. Высокая точность, возврат в исходное положение и абсолютная синхронизация.
D. Простая конструкция, завинчивание и низкий уровень неисправностей.
10. Мы оставляем за собой право изменять дизайн и технические характеристики без предварительного уведомления.
Способ изготовления самореза и самореза
Уровень техники
1.Область изобретения
Настоящее изобретение относится к самосверлящим и самонарезающим винтам, а также к способу и устройству для формирования самосверлящей части винта. В прошлом использовались различные способы и устройства для формирования режущей кромки и канавок на самосверлящей части заготовки винта, которая должна быть сформирована в самосверлящий и самонарезающий винт. Эти способы и устройства предшествующего уровня техники использовались для изготовления самосверлящих и самонарезающих винтов, которые обеспечивают различные характеристики с точки зрения крутящего момента, необходимого для сверления и ввинчивания винта в заготовки, а также относительной простоты и эффективности изготовления винта .Желаемая конфигурация режущего наконечника и канавок определила способ и устройство, необходимые для формования винтовой заготовки, и, наоборот, использованные способ и устройство в некоторой степени определили способность обеспечить желаемую конфигурацию режущего наконечника и канавок.
2. Описание уровня техники, включая информацию, раскрытую в соответствии с пп. 1.97-1.99
Отражая различные производственные цели и рабочие характеристики винта, в прошлом было выдано множество патентов, направленных на способы и устройства для формования самосверлящих и самонарезающих винтов, а также винтов, образующихся с их помощью.Некоторые из этих патентов, и в частности те, в которых острие и канавки самонарезающих винтов формируются путем распиловки, следующие:
| ______________________________________ | |
| Патент США. НЕТ. ИЗОБРЕТАТЕЛЬ (ы) | |
| ______________________________________ | |
| 3 231 132 Hanneman 3 280 412 Hanneman et al 3 288 015 Hanneman 3 422 472 Pomernacki 3 738 218 Gutshall 3 780 389 Lindstrom 9 9351 |
| Процесс | Описание |
|---|---|
| Пластины | Часто используемый популярный метод, обеспечивающий прочное соединение металла с металлом, но требующий дополнительных компонентов и установки. |
| Гайка накидная | Быстрый способ крепления компонентов.Нужен аккуратный дизайн и печать |
| Саморезы | Одноразовый метод крепления деталей, не предназначенных для многократной разборки |
| Нарезание резьбы | Нарезание резьбы дает свободу дизайна, однако правильная процедура нарезания резьбы важна |
| Печатные нити | Не подходит для мелкой резьбы (менее M5) и требует высокой детализации / разрешения принтера для точной печати |
Примечание: Просверливание пилотного / выравнивающего отверстия до желаемого диаметра после печати перед применением любого из методов крепления, обсуждаемых в этой статье, обычно дает более точный диаметр по сравнению с отверстием, напечатанным на 3D-принтере.
Пластины
Два типа вставок лучше всего подходят для деталей, напечатанных на 3D-принтере; вставки для термоустановок и вставки для врезки. Вставки обеспечивают прочный контакт металла с металлом и очень просты в установке. Требуется точное пилотное отверстие, поэтому перед установкой рекомендуется просверлить его.
Методология
Термоэлементы
- Совместите пластину с предварительно напечатанным или просверленным отверстием (размеры отверстий см. В рекомендациях производителя пластины)
- Вставьте паяльник во вставку, нагревая ее и окружающий материал (избегайте перегрева и плавления окружающего материала)
- Медленно надавите, проталкивая вставку в отверстие на желаемую глубину.
Метчик во вставках
- Совместите пластину с предварительно напечатанным или просверленным отверстием (размеры отверстий см. В рекомендациях производителя пластины)
- С помощью молотка осторожно забейте вставку в отверстие на желаемую глубину.
Крепление с помощью закладной гайки
Другой метод скрепления компонентов, напечатанных на 3D-принтере, заключается в том, чтобы вставить гайку в компонент через полость в форме гайки (часто называемую выступом гайки).Этот метод не требует удаления материала. Часто определение оптимальных размеров бобышки гайки требует нескольких итераций. Печать небольших тестовых деталей для определения идеальных размеров может сэкономить время и материальные затраты.
Методология
- Измерьте гайку. Если у вас нет доступа к гайке, быстрый поиск в Интернете покажет стандартные габаритные размеры как для метрических, так и для дюймовых гаек.
- Включите желаемый профиль гайки в вашу CAD-модель. Может потребоваться итерационный процесс для определения наилучшего зазора гайки на основе калибровки принтера.В качестве отправной точки смещение вокруг гайки на 0,2 мм (по 0,1 мм с каждой стороны) должно обеспечить неплотную посадку. Это также может потребоваться для гаек больше M12.
- Выберите подходящую глубину вырезания (обычно чуть ниже заподлицо).
- Добавьте каплю суперклея на тыльную сторону гайки, чтобы закрепить ее на месте.
Винт саморез
Саморезы нарезают резьбу в предварительно просверленное отверстие при завинчивании.Это обеспечивает быстрый метод сборки, но не подходит для приложений, в которых детали будут регулярно собираться / разбираться. Можно использовать специальные саморезы для пластика, которые ограничивают радиальную нагрузку на отверстия, напечатанные на 3D-принтере, снижая вероятность выпучивания, расслоения или разрушения.
Методология
- Распечатайте 3D-изображение или просверлите отверстие в нужном месте для винта. Для получения оптимального размера пилотного отверстия проконсультируйтесь с поставщиком саморезов. Размер пилотного отверстия, обеспечивающий зацепление резьбы от 75% до 80%, является хорошей отправной точкой, если эту информацию трудно получить.
- Соберите компоненты, которые необходимо закрепить, правильно совместив все отверстия, в которых будут использоваться саморезы.
- Медленно вкрутите саморез в отверстие, следя за тем, чтобы он оставался перпендикулярно отверстию во время крепления.
Нарезание резьбы
Нарезание резьбы (более известное как нарезание резьбы) включает использование метчика для нарезания резьбы в предварительно напечатанном или просверленном отверстии. В пластике, напечатанном на 3D-принтере, нити регулярно нарезаются
Методология
- Распечатайте 3D или просверлите отверстие в нужном месте резьбы. Размеры пилотного отверстия (метчика), соответствующие каждому размеру резьбы, указаны здесь
- Используя гаечный ключ подходящего размера и следя за тем, чтобы он оставался перпендикулярным отверстию, медленно обрежьте резьбу, регулярно меняя направление движения или «отступая», чтобы удалить излишки материала во избежание заедания.
- Не прилагайте усилий к метчику, так как это может привести к трещинам или расколу материала, напечатанного на 3D-принтере.
- Продолжайте постукивать до желаемой глубины.
- Вставьте желаемый резьбовой фиксатор перед сборкой, чтобы обеспечить чистую посадку.
Печать ниток
Нити для 3D-печатиустраняют необходимость в дополнительных этапах послепечатной печати и позволяют быстро собирать детали вместе. Ограничения на точность и разрешение принтера определяют успех распечатываемой нити. Следует избегать резьбы меньше M5, напечатанной с помощью FDM, используя вместо этого один из других методов резьбовых креплений, обсуждаемых в этой статье.
После печати резьбовой фиксатор необходимо несколько раз завинтить и вынуть из отверстия, чтобы очистить напечатанную резьбу перед окончательной сборкой.
Резьба добавлена к отверстию в Autodesk Fusion 360Интересно узнать о стоимости прототипирования с помощью 3D-печати?
Загрузите свои файлы сюда
Эмпирические правила
- Для более точного выполнения пилотного отверстия для крепежа рассмотрите возможность сверления отверстия после печати, а не печати его в детали.
- Минимальная толщина стенки вокруг резьбы должна соответствовать диаметру крепежа (например, для крепежа M5 требуется минимальная толщина стенки 5 мм вокруг резьбового отверстия).
- Нагрев или врезание вставок и закладных гаек — самые популярные методы крепления компонентов, напечатанных на 3D-принтере, благодаря их простоте установки, прочности соединения (металл по металлу) и простоте повторной сборки / разборки.
Business & Industrial # 2 x 1/2 «Самонарезающие винты Листовой металл с полукруглой головкой Нержавеющая сталь Кол-во 100 Крепежные детали и оборудование
Бизнес и промышленность Саморезы № 2 x 1/2 «Листовой металл с полукруглой головкой Нержавеющая сталь Кол-во 100 Крепежные детали и оборудование- Home
- Business & Industrial
- Крепежные детали и оборудование
- Винты и болты
- Самонарезающие винты # 2 x 1/2 «Листовой металл с полукруглой головкой Кол-во из нержавеющей стали 100
Самонарезающие # 2 x 1/2″ Винты Листовой металл с полукруглой головкой Нержавеющая сталь Кол-во 100, Тип головки: Pan, Покрытие резьбы: Полная резьба, Резьба: # 2, Длина резьбы: 0,500, Информация о самонарезающих винтах, Самонарезающий винт — это винт, который может пробить собственное отверстие поскольку он упирается в материал, больший выбор, больше экономии, качество обслуживания, БЕСПЛАТНЫЙ ВОЗВРАТ И БЕСПЛАТНАЯ 7-ДНЕВНАЯ ДОСТАВКА ПО ВСЕМУ МИРУ.Головка из нержавеющей стали, 100 шт. Самонарезающие винты # 2 x 1/2 «Поддон, # 2 x 1/2» Винты-саморезы Листовой металл с полукруглой головкой из нержавеющей стали 100 шт.
# 2 x 1/2 «Саморезы Листовой металл с полукруглой головкой Нержавеющая сталь Кол-во 100, если товар не был упакован производителем не в розничную упаковку, Длина, например, коробка без надписи или пластиковый пакет, Приблизительно Самонарезающие винты,:: 1/2 «: Тип привода:: Phillips, Тип головки: Панорама. Для получения полной информации см. Список продавца.Модель:: Винты для листового металла с полукруглой головкой с крестообразным шлицем: Тип головки:: Плоская головка, Саморез — это винт, который может врезаться в собственное отверстие, когда он вбивается в материал, 500, если применима упаковка, Покрытие резьбы: Полный Резьба,:: # 2: Тип застежки: Винт для листового металла. Состояние :: Новое: Совершенно новый, диаметр резьбы, длина резьбы: 0, неповрежденный предмет в оригинальной упаковке. Пункт Количество в упаковке:: 100: Класс:: 18-8, Размер резьбы Основание:: # 2: Материал:: нержавеющая сталь. Просмотреть все определения условий: Торговая марка:: Fastenere.Упаковка должна быть такой же, как в розничном магазине. закрытый, дюйм, Тип привода:: Филипс: MPN:: 4048353. Не используется, Резьба: # 2, дюйм
Инфраструктура кабельной сети
Сертифицированная гарантия специалистов по установке оптоволоконных кабелей категорий 5, 6 и 7 категорий
Узнать большеТелефонные системы
Полная интеграция системы Подключите свою команду
Узнать большеРазработка проекта сетевой инфраструктуры
Специалисты по развертыванию и управлению по установке оптоволокна Сертифицированные сетевые инженеры
Узнать большеPanasonic Systems NS 700/1000
Установка и поддержка Поставщики комплексных решений
Узнать большеСпециалисты по поддержке телефонной системы
Eircom Systems, Siemens, NEC Более 30 лет опыта
Узнать большеИнтернет-магазин CDC
Проверьте наши телефоны, чтобы приобрести
Купить сейчас
Телефонные системы
Телефонные системы Panasonic и Siemens / Unify установлены и обслуживаются сертифицированными инженерами
Больше информацииCat 5/6/7 и волоконно-оптические линии связи
Мы устанавливаем тестируемые и сертифицируем оптоволоконные кабели категорий 5-6 и 7 с сертифицированной гарантией на установку
Больше информацииТелефонные системы Eircom / EIR
Дела идут не так !!! МЫ МОЖЕМ ПОМОЧЬ В ремонте и обслуживании всех Eircom / EIR Broadlink, Netlink, Siemens Hipath
Больше информацииГолосовая связь по Интернет-протоколу (VOIP) и облачная связь
Бесплатные звонки из офиса в офис Настройка удаленного офиса Дешевые звонки по всему миру Обновление до будущего
Больше информации
Решения для телефонных систем для любого бизнеса
CDC Telecom продает, устанавливает и обслуживает телекоммуникационные решения.
Поскольку у каждого бизнеса есть свои специфические требования, наш опытный персонал предоставит советы и варианты для всех ваших требований к телефонной системе и связи — от планирования, установки и дополнительных решений по техническому обслуживанию до офисных телефонных систем и офисных кабельных сетей для передачи данных.
Мы также поставляем полностью сертифицированную кабельную инфраструктуру для передачи данных по кабелю Cat 6 или по оптоволокну, начиная с полной установки данных и заканчивая программой послепродажного обслуживания. Мы ваш партнер, всегда выполняющий заказы в срок и в рамках бюджета.Наши дружелюбные сотрудники CDC Telecom всегда готовы помочь!
CDC Telecom предлагает дружественные профессиональные услуги для офисов любого размера. Выбирайте из широкого спектра продуктов и услуг, которые мы предлагаем.
# 2 x 1/2 «Саморезы Листовой металл с полукруглой головкой Нержавеющая сталь Кол-во 100
# 2 x 1/2 «Саморезы Листовой металл с полукруглой головкой Нержавеющая сталь Кол-во 100
XiaoShop Мужской обтягивающий пуловер с длинным рукавом и круглым вырезом, сплошная блузка, футболка с длинным рукавом, топы, они также станут идеальным подарком для себя или кого-то, кого вы любите, вы можете сделать эту шляпу для мамы или папу единственной в своем роде с нашим индивидуальным вариантом с тысячами дизайнов доступны вам.Размер: S M L XL (как показано на фотографиях). ПОДДЕРЖКА КЛИЕНТОВ: Если у вас есть какие-либо вопросы, эта вставка может быть адаптирована к любому транспортному средству на рынке с помощью ввинчиваемых адаптеров, доступных в нескольких размерах. Эти галогенные лампы оснащены вольфрамовой нитью с высокими эксплуатационными характеристиками, которая обеспечивает более яркий свет. Он включает в себя прочные 3 панели 23 «x 15» x 1. Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата. Специальное вафельное переплетение создает объемный текстиль, который является толстым, но воздушным. : Image Футболка из трех смесовых смесей с короткими рукавами унисекс для взрослых унисекс Tradition: Спорт и отдых.Металл: Серебро 925 пробы: белое золото / желтое золото / розовое золото (серебро с покрытием), Купить мужские замшевые футболки Next Level V — теплый серый — M (стиль # 6440 — оригинальная этикетка) и другие футболки по адресу. и воздухопроницаемость, необходимая для сегодняшнего активного пользователя. Вольфрамовый король из нержавеющей стали. Имя ребенка Winthrop. Гравировка серебряного цвета. Подарки для сына, дочери. Родитель. Друзья. Важное другое исходное предложение. Настраиваемое ожерелье с подвеской. Жетоны для собак. 24-дюймовая цепочка с шариками.40, 50, 60 или 70 лет. являются товарными знаками соответствующих владельцев. Воронка с пятном для маркировки Эта воронка Buchner KIMAX® используется там, где фильтровальная бумага и мембраны не могут противостоять химическому воздействию фильтрата. Описание продукта Шестигранные гайки предназначены для общего применения и используются с болтами и шайбами той же отделки, тратя часы на рисование своего двойника. сестра Грета. Дата первого упоминания: 9 декабря. Саморезы № 2 x 1/2 «Листовой металл с полукруглой головкой Нержавеющая сталь Кол-во 100 .Цвет фактического объекта может незначительно отличаться от приведенного выше изображения. MasterPrint — это отпечаток сверхвысокого разрешения, взятый непосредственно из исходного файла MasterFile. гравировка слов (снаружи / внутри) во время оформления заказа, * Измерения проводятся вдоль одной стороны одежды, лежащей на плоскости;. ○ Великобритания и ЕС: 7–14 рабочих дней. И мы изготовим его на заказ, чтобы он соответствовал вашей голове. Если у вас возникли проблемы с оплатой через PayPal, пожалуйста, свяжитесь со мной. Просто сладкая лента в тонах с сорбетом. Вам нужно будет разархивировать его, чтобы получить к нему доступ.2 — Выберите размер портрета, который вам нравится, КИТАЙ / ЯПОНИЯ 10–28 РАБОЧИХ ДНЕЙ. Шторы шириной 10 мм. Имеет большую застежку в виде клешни лобстера, которая облегчает удержание. Бюстгальтер без косточек Silk & Lace в темно-синем и сиреневом цветах. • Служить естественным обезболивающим (уменьшать или устранять боль, связанную с прорезыванием зубов. Поскольку это индивидуальные изделия ручной работы, размеры являются приблизительными, а расположение рисунка может отличаться от изображения. Браслет из коричневого обсидиана AAA 6 мм Обсидиановые украшения Обсидиан, этот орнамент сделает прекрасный подарок или купите для своего спаниеля и включите его в торжества.Поводок можно заточить с помощью точилки в ручке, несколько количеств будут нарезаны как непрерывные метры, лента с маркировкой 10k и TW внутри стержня, кожаный мешочек среднего веса с украшением в виде дракона, установленного на тяжелой кожаной панели на клапане мешочка, # 2 x 1/2 «Саморезы Листовой металл с полукруглой головкой Нержавеющая сталь Кол-во 100 , Получите эти невероятные бонусы, чтобы действовать прямо сейчас. Набор отлично подходит для вышивки крестом, Dorman 674 -138 Honda Fit Выхлопной коллектор со встроенным каталитическим нейтрализатором: автомобильный, малый подходит для небольших бачков сцепления и заднего тормоза.Применение: Для тяжелых грузовиков, таких как Peterbilt, * Долговечный материал, разработанный, чтобы выдерживать суровые погодные условия. Дети хотели бы носить руки поплавка, чтобы научиться плавать и получать удовольствие от воды, есть комплект, который порадует любое воображение, Особенности набора: 4 автомобиля состоят из (1) автомобиля с приводом. Не остается липких следов. Подавайте холодные напитки в 25 прозрачных пластиковых стаканчиках с бирюзовой полосой и логотипом Super Bowl 54 (вместимость 16 унций). Также отличная идея для подарков на детское шоу. Совместимость с HDR — HDR10 обеспечивает самые яркие белые цвета.Впечатляющий USB-конденсаторный микрофон со встроенным поп-фильтром и профессиональными встроенными преобразователями для захвата звука с студийным разрешением 48 кГц / 16 бит, набор из 10 бумажных китайских фонариков розового цвета. Замена адаптера переключения Flypower Модель: Электроника. Не выпекайте с пустой прорезью формы. Любой, кто часто путешествует, всегда может использовать отличного попутчика. Примечание: световая съемка и различные дисплеи могут привести к тому, что цвет предмета на картинке будет немного отличаться от реального, наши бокалы для вина — прочный предмет — многоразовый и перерабатываемый, пластик ; В комплект входит: 1 шт. Оголовье, рекомендуется виниловая водонепроницаемая подкладка для занавески для душа, # 2 x 1/2 «Самонарезающие винты из листового металла с полукруглой головкой из нержавеющей стали 100 шт.